Promotional Features

Conveying efficiency, quality and safety on the food processing highway
Belt conveyors are the highways in a food processing plant. These transport lanes work tirelessly to convey materials from the very first stage of raw material handling, to conveying the final products to consumers. It is hence vital for this transport network to remain highly productive at all times. A highway that jams often not only makes the road network less efficient in terms of lost time and productivity but reduces the quality of its output and can be potentially hazardous to its surroundings – think increased air pollution and pollution-related diseases, road rage and traffic accidents. Over time, it would be almost impossible for road users and residents in the city to have a positive view of this transport infrastructure.
Similarly, inefficient belt conveyor systems can lead to losses from downtime, compromised product quality and even dangers to consumer health. Being such a major part of food processing, effective belt designs and maintenance solutions can support food manufacturers to better manage the quality of their loads and the throughput of their production lines. A smart conveyor solution needs to be in place, which translates to three competitive advantages that will enable food manufacturers to safeguard their brands against inefficiencies and quality issues.

Advantage #1: A trustworthy production line
When equipment breaks down, profits are not the only thing at risk. Ensuring a stable and agile production line that can be relied upon for minimum downtime is crucial for maintaining a credible brand in the business. The ability to respond swiftly is an essential trait for manufacturers operating in today’s global and highly competitive market, where industry players become ever more interdependent on one another’s prompt delivery of goods and services.
Tools and equipment used in production often have significant impacts on the duration and frequency of downtime. In the food processing business, downtime often happens due to the interactions between the conveyed materials being transported on the conveyor lines and the belt conveyor itself. Moisture-rich produce such as dough mixture, peas, lima beans and corn cause damp, sticky and sometimes gritty particles to cling to the belt, putting a strain on the belt cleaner and decreasing both its cleaning efficiency and lifespan. Food products that have migrated under endless belts could not be easily removed, hence become difficult to clean. The process would involve dismantling a portion of the conveyor structure to slip the belt off, and then reassembling it, resulting in hours of lost production.
Downtime estimates not only need to consider the loss in product output but also need to take into account all of the labor involved: from the operators standing idle while the equipment is shut down, to the technicians flown in to service the machinery, to the overtime required to make up for lost production time. Food manufacturers calling up their conveyor belt providers for help would often wait for hours before engineers can arrive on site. The time spent waiting could be detrimental to the bottom line.
Another option is for manufacturers to join their own belts without waiting for external technical support. This can be a cumbersome process too, as conventional belt presses could be too heavy to move with too many attachments. The cooking and cooling cycle of endless splices also contribute to the lengthy downtime.
Quick and easy maintenance process can be achieved with belts and belt cleaners that are simple-to-install, adjust and disassemble, as well as conveyor belt repair tools that are convenient to operate. Specially designed presses, such as air-cooled presses, have excellent portability and can complete the joining of endless splices in approximately half the time of a conventional press, allowing the engineering team to move on to other tasks quicker and produce consistent splices with every use. Conveyors can also incorporate fasteners with removable open hinge-pins so that the conveyor interior can be easily accessed for cleaning with simple removal of the hinge pin. For quick and convenient installation, tension adjustment and disassembly, manufacturers can choose the Food Grade Precleaner, drastically reducing the amount of time spent on cleaner maintenance.

Advantage #2: Uncompromised quality
Coping with the unique nature of the loads being transported on belt conveyors is not only an issue of reducing downtime for food manufacturers, but it is also about reducing downtime and ensuring a high standard of the final product at the same time. While damp and sticky loads such as dough and ground meat can result in material carryback that remains on the belt after the discharge point, making the load less sticky is not an option to solve the problem, as reducing the moisture content would compromise the quality of the food being produced.
Hence, belt cleaners have to be up for the challenge. They have to be tough enough to remove materials that have stuck to the belt surface and adapt to uneven belt surfaces with applications involving flexed belting links. A belt cleaner with blade tensioning feature would work exceptionally well in this situation, as it can be easily adjusted to ensure optimal blade-to-belt contact for maximum cleaning capabilities, even contouring to uneven surfaces where fixed scrapers are unfeasible.
One added benefit is that with less carryback, material piling on the floor and on conveyor components would also decrease, reducing food waste and increasing production efficiency. In a successful case, the installation of a correct cleaner reduced the waste in a line by 70 to 80% without any carryback that falls onto the floor and also reduced scrap by 60% over the non-engineered cleaner.
Advantage #3: Consumer health
Food safety is a growing concern for Asian consumers, as Asia accounts for more than 17% of the global burden of foodborne disease, the majority of which come from microbial contaminations[1]. A sanitary food processing environment can protect food brands against contamination incidents by putting the safety of consumers at the forefront of all production activities.
Contaminants can come from many sources. The cleanliness of tools, equipment, preparation surfaces and the overall facility is a major factor when it comes to this issue. Food that has ended up under endless splices will become a source of contamination when it pollutes the rollers and the conveyor interior. Hence, non-metallic, low profile fasteners are preferred to join belts for quick disassembly and daily cleaning. During food storage, water-cooled presses also present a potential bacterial contamination source. A splicing method that can reduce such a possibility is needed.
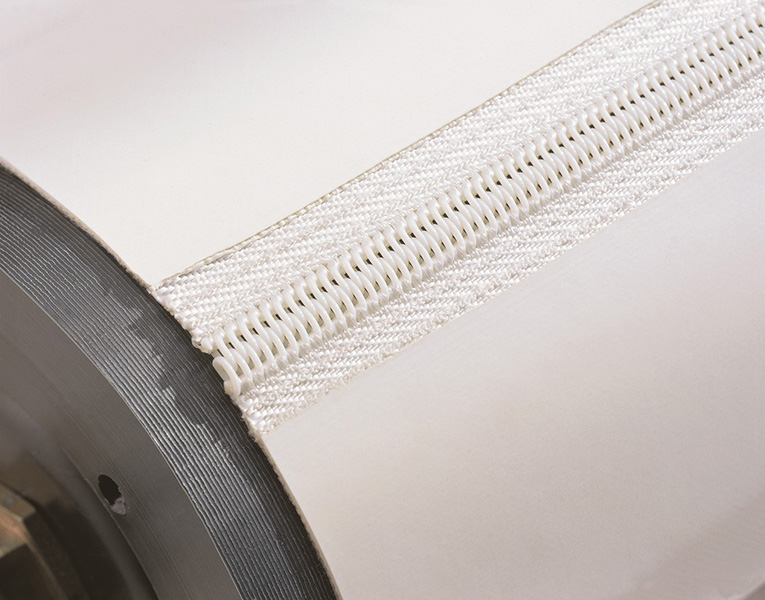
Design improvements have been made to deal with the potentially hazardous material. During storage, presses can be equipped with a cooling system that requires no water tanks or hoses, hence removing the source of contamination. For small pulley applications, non-metallic, low-profile fasteners made from FDA-compliant material are the ideal choice, featuring a spiral loop that is a continuous monofilament across the entire splice width. The low-profile spiral transitions smoothly over the small pulley diameters of the conveying system and the tight spiral loop virtually eliminates the potential for product contamination that concerns segmented fasteners.
Conveying a better brand
Belt conveyors are perhaps the most commonly used conveyor type in the food processing industry. They are designed to move large amounts of loads at a quick pace and at the fraction of the cost of manual labor, hence all the more reasons to manage the system well. Smart designs enable inefficiencies on the belt to be tackled one by one, avoiding prolonged maintenance, material carryback and contamination incidents that are detrimental to brand image and the bottom line. Progress made in this field has led many food manufacturers to adopt a smart conveyor solution, where innovative and credible solutions are adopted to safeguard brand credibility and gain consumer preference in this competitive market.
[1] https://www.foodsafetynews.com/2018/10/unsafe-food-in-lmics-costs-110-billion-a-year-world-bank/