
Chocolate milk remains one of the most popular flavoured dairy beverages globally, appealing to consumers across age groups with its familiar taste, convenience and nutritional profile.
Yet behind its simple appearance lies a complex formulation challenge. For manufacturers, creating a chocolate milk product that maintains a smooth texture, stable appearance and enjoyable mouthfeel throughout shelf life requires careful balancing of ingredients and processing conditions.
Recent dairy market trends show continued interest in health-oriented and protein-led dairy products, while major dairy players are also investing in premium and functional formats.1
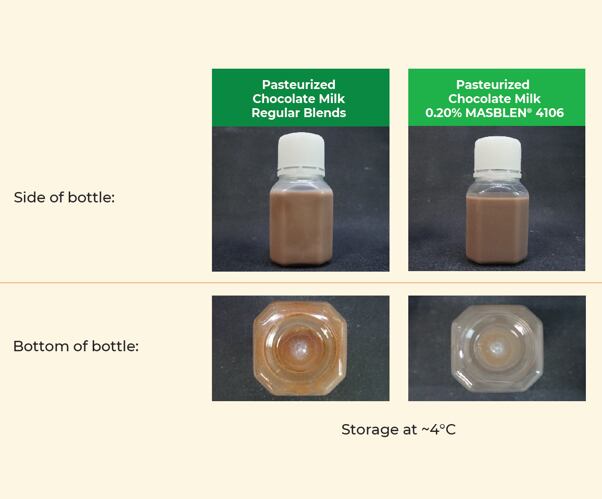
One of the most common issues in chocolate milk production is cocoa sedimentation, where cocoa particles gradually settle at the bottom of the package over time. This issue becomes even more visible during storage and distribution, particularly in warm climates where products may experience fluctuating temperatures across the supply chain. Sedimentation not only affects visual appeal but can also create an inconsistent drinking experience that impacts consumer perception of quality.
At the same time, manufacturers must also manage challenges such as fat separation, viscosity control and maintaining stability during heat treatment. These issues become increasingly important as dairy producers continue to expand into higher-value flavoured milk, indulgent dairy beverages and protein-enriched products.
This also means the category is becoming more competitive. Manufacturers are no longer competing only on flavour; they are also differentiating through nutritional positioning, protein content, texture, packaging format and drinking experience. In this environment, small quality issues such as visible sediment, creaming or inconsistent mouthfeel can become more noticeable to consumers and retailers.
In today’s competitive dairy market, consumers expect products to deliver consistent quality from the first sip to the last. Even minor inconsistencies in texture or appearance can influence repeat purchases and brand loyalty. As a result, stabilising systems have become an increasingly important part of modern chocolate milk formulation.
Ingredient volatility also adds pressure. Cocoa supply has faced disruption in recent years, particularly in West Africa, due to weather, crop disease, ageing trees and other structural challenges. The region, which accounts for more than two-thirds of global cocoa output, was expected to face a drop in cocoa production for the 2025 to 2026 season.2 For beverage manufacturers, this makes formulation flexibility more important, especially when sourcing conditions, cocoa specifications or cost structures change.
A functional emulsifier-stabiliser system
To help manufacturers address these formulation and processing challenges, Musim Mas developed the MASBLEN® 4100 series, a functional emulsifier-stabiliser system designed specifically for chocolate milk and flavoured dairy applications. The range has been developed to support both Ultra-High Temperature (UHT) and pasteurised processing systems, recognising that different heat treatments require different stabilising approaches and performance characteristics.
The MASBLEN 4100 series includes: specific blends for UHT high-protein, chocolate and flavoured milk and pasteurised chocolate milk.
By offering solutions tailored to different applications, manufacturers are able to select systems suited to their formulation goals, processing conditions and desired product characteristics.
The MASBLEN 4100 series works by improving the suspension of insoluble ingredients such as cocoa powder and minerals, helping reduce sedimentation during storage. The system also facilitates emulsification, reducing the tendency of fat or phase separation that can negatively affect product appearance and consistency.
Beyond technical stability, sensory performance also plays a critical role in consumer acceptance. Texture and mouthfeel are often key differentiators in flavoured dairy beverages, especially in premium or indulgent products. The MASBLEN 4100 series is designed contribute towards a smooth and full-bodied mouthfeel, helping manufacturers create a more satisfying drinking experience.
Another advantage of emulsifier-stabiliser systems is formulation convenience. Instead of relying on multiple separate ingredients, manufacturers can work with a more streamlined system that helps ensure consistent performance across different processing conditions. This can simplify product development and reduce formulation complexity, particularly for manufacturers managing multiple dairy beverage variants.
The flexibility of the MASBLEN 4100 series also allows manufacturers to adapt formulations across different fat levels, flavoured milk variants and high-protein applications.
In addition to functionality, manufacturers are increasingly seeking solutions that balance performance with operational and commercial considerations. Beyond functionality, manufacturers are also considering operational factors such as ease of use, consistency, cost-in-use and suitability across product formats.
Integrated emulsifier-stabiliser systems like MASBLEN 4100 series can support a more streamlined approach to formulation, particularly for manufacturers managing several dairy beverage variants.
Internal application comparisons have also demonstrated improved stability and reduced creaming compared to regular market blends, particularly in pasteurised chocolate milk systems. Such performance is especially important in Southeast Asian markets, where high ambient temperatures and long distribution chains can place additional stress on beverage stability during storage and transportation.

Ready-to-drink dairy beverages
As demand for ready-to-drink dairy beverages continues to grow across the region, manufacturers face increasing pressure to deliver products that combine indulgent sensory qualities with reliable shelf-life performance.
A well-selected stabilising system can help support texture, appearance, processing performance and consumer acceptance. For manufacturers developing UHT, pasteurised or high-protein flavoured dairy beverages, solutions such as the MASBLEN 4100 series can turn formulation challenges into a competitive advantage.
Frequently asked questions about chocolate milk stabiliser systems
What causes sedimentation in chocolate milk?
Chocolate milk sedimentation occurs when cocoa particles gradually settle at the bottom during storage. This can affect product appearance, texture and overall consumer perception of quality.
Why are emulsifier-stabiliser systems important in chocolate milk?
These systems help improve the suspension of cocoa particles, reduce phase separation, support heat stability during processing and enhance mouthfeel and texture.
Can the MASBLEN 4100 series be used in both UHT and pasteurised systems?
Yes. Different MASBLEN 4100 series products are specifically developed for either UHT or pasteurised processing systems to accommodate different heat treatment conditions.
Is the MASBLEN 4100 series suitable for high-protein dairy beverages?
Yes. MASBLEN 4105 is specifically developed for UHT high-protein milk applications.
How does the MASBLEN 4100 series improve mouthfeel?
The system helps impart creaminess and contributes to a smooth, fuller-bodied drinking experience.
What differentiates MASBLEN 4100 series from other market solutions?
One key differefntiator is Musim Mas’ emulsifier production, which supports cost-effectiveness while maintaining performance and formulation flexibility.
Why are different stabiliser systems needed for UHT and pasteurised chocolate milk?
UHT and pasteurised processing involve different heat treatments and processing conditions, which affect protein stability and product behaviour. Tailored stabiliser systems help optimise performance for each application.
References

